
HENAN DIMA CRANE CO., LTD.

(1).jpg)
(1).jpg)
.jpg)
.jpg)
(1).jpg)
(1).jpg)
.jpg)
.jpg)
Unmanned Overhead Crane Control System,Hardware requirements,Safety requirements,Automatic Control System,Warehouse management system client,Automatic Control System,System architecture
Unmanned Overhead Crane Control System
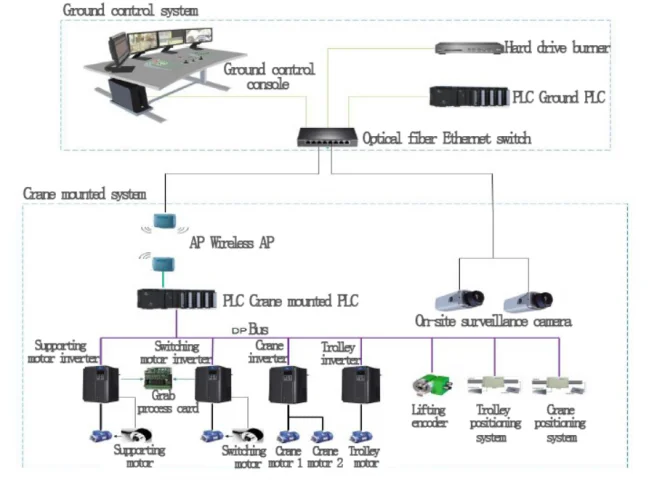
The full-automatic unmanned overhead crane system mainly includes a ground central control system and an overhead crane system. The ground central control system includes the ground management server, ground control system, remote control system, HMI, safety control system, wired and wireless network, video monitoring system, etc. The overhead crane system includes the crane mounted PLC, overhead crane positioning device, remote control receiver, wireless network receiving device and overhead crane electric control PLC.
The implementation of an unmanned overhead crane system requires at least the following hardware devices:
Ø Position sensors in the three dimensions of X/Y/Z, with accuracy within +/- 1cm.
Ø Sensor series on clamps (anti-clamping, anti-collision, opening and closing, aligning, etc.)
Ø Encoder to control clamp rotation (if required)
Ø Anti-swing device to avoid swinging of steel wire rope when lifting materials
Ø Weight sensor
Ø Drive system with inverter
Ø Independent anti-collision system, directly connected with inverter
Ø Fast and stable data transmission system
Hardware devices to improve system performance (Optional):
Ø Optical identification system for accurate detection of material size and position
Ø Equipment monitoring system
Ø Incoming/outgoing vehicle identification system
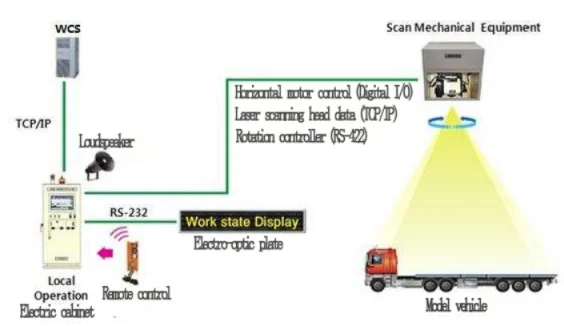
Topological diagram of overhead crane control system
The unmanned overhead crane system must ensure that there should be no personal safety accidents or damages to other equipment under any circumstances. To apply the unmanned overhead crane system, we should make sure:
1) Guard rails are set in the working area of the unmanned overhead crane, switch devices are installed on doors of the guard rails, and switch signals can be received by the unmanned overhead crane control system. The unmanned overhead crane will stop running, when someone opens a door of the guard rails.
2) The ground side is equipped with safe and reliable equipment that can remotely control the overhead crane. In this way, the ground control personnel can stop the overhead crane for safety or emergency causes at any time.
3) There are independent anti-collision system and traveling range control system. When the overhead crane is at a dangerous distance, the unmanned overhead crane system will execute emergency deceleration or stop according to the signal from the anti-collision system.
The unmanned overhead crane system is directly connected with driving system of the overhead crane.
4) Based on the data of the height sensor, the system ensures that the overhead crane is allowed to travel only after the clamp is lifted to a certain safe height.
5) The adopted sensor configurations are redundant as much as possible
In order to enhance safety, it is recommended to implement a hazard prevention system and to identify and evaluate risks related to the unmanned overhead crane system. Through the safety risk prevention system in the electromechanical system, every possible risk related to operation safety of the overhead crane can be identified and dealt with. The risk prevention system shall be installed before the unmanned overhead crane system is implemented.

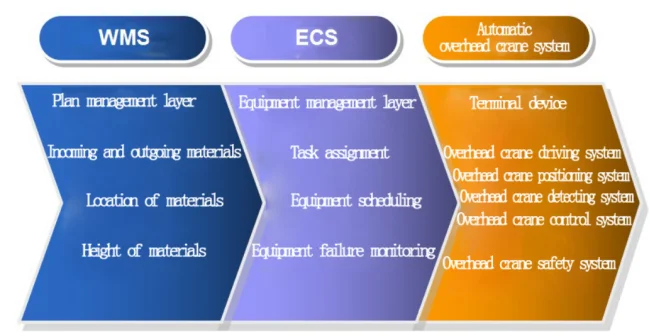
The automatic control system adopts a three-layer architecture design:
The client software is used to operate and monitor the daily operation of the warehouse management system, including the following functions:
Ø Graphical display interface
Ø Displaying details of materials
Ø Statistical report of stocks
Ø Storage history of materials
Ø Registration management of transportation vehicles in the warehouse area
Ø Management of operation instructions
The toolbar at the top of the interface is convenient for users to switch various functions, including vehicle management, operation instruction management, operation mode switching, etc.

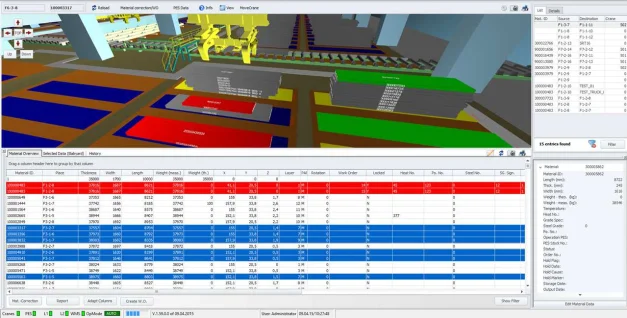
The main window shows the status of the warehouse area, and the user can operate in the main window to directly send operation instructions to the designated overhead crane. The window at the bottom of the interface can display the detailed information of the selected materials, the loading plan of production, customer orders, etc.
1. The absolute address information detected through the absolute coded scale position detection is true and reliable, without error code and accumulation error. The absolute coded scale adopts non-contact working mode.
2. Through Gray bus position detection, it can continuously and accurately detect the absolute address within the traveling range of the overhead crane with a detection accuracy of 5mm, which can completely meet the requirement of accurate positioning of the overhead crane.
3. In the position detection through laser ranging, the process from the laser transmitter transmits laser pulses to the reflecting plate to the reflected light is received will be timed, and then the distance between the laser and the target can be calculated.

There are a variety of technical means to detect the position of the overhead crane in running. For a specific project, the positioning technology adopted depends on the actual situation of the warehouse area, such as the working environment, the size of the warehouse area, the number and layout of overhead crane, etc.
For the Z-direction position detection of the overhead crane, it usually adopts the following methods:
For distance measurement in the vertical direction, an encoder can be installed on the hoisting machine, and the encoder will send the position to PLC through communication.

In the unmanned overhead crane system, the encoder is not only used to obtain vertical data. When the overhead crane is lifting materials on moving equipment (walking beam, roller table, etc.), the moving equipment can be locked/unlocked according to the height data detected by the encoder, thus avoiding accidents caused by sudden movement of the equipment during the lifting of materials. Moreover, the unmanned overhead crane system automatically starts traveling in the horizontal direction after judging that the material is lifted to a certain height according to encoder data.

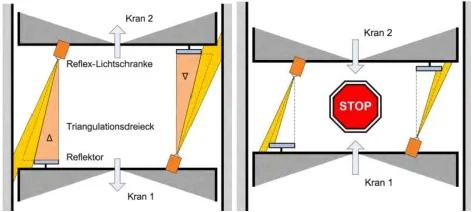
Anti-collision is an important function of the unmanned overhead crane. The anti-collision system shall operate independently from other control systems of the overhead crane. In this way, even if there is a problem with the PLC system or positioning device, the anti-collision system can still operate normally to prevent collision accidents between overhead cranes.
The following are some of the most commonly used anti-collision technologies:
Ø Grating
Ø Laser
Ø Radar or radio waves (frequency 5.8GHz or 61GHz)
Usually, optical (grating or laser) anti-collision technologies can be used for overhead cranes in aluminum foil plants. The radar anti-collision technology can be considered for the extremely harsh environment working conditions. The specific technical proposal shall be designed in detail according to the actual needs of customers.
The most commonly used anti-collision system adopts grating technology. A grating transmitter is installed on one overhead crane, and a reflecting plate is installed on an adjacent overhead crane. The grating transmitter and the traveling track are adjusted to form a certain angle. When the distance between the two overhead cranes gets close to a certain level, the light transmitted from the grating will hit the reflecting plate of the adjacent overhead crane. After receiving the reflected signal, the system will send out an alarm signal. If the safety standard is high, two sets of grating anti-collision systems (adopting different communication channels) can be installed on each overhead crane of the unmanned overhead crane system.
Mechanical anti-swing is the most effective, but it must be realized at the design and manufacturing stage of the overhead crane. It is very difficult to transform the delivered overhead cranes for the purpose of mechanical anti-swing, and improper transformation may affect the safety performance of the overhead cranes.

Through the special design of lifting equipment or steel wire rope, the mechanical anti-swing mechanism reduces clamp swinging caused by acceleration and deceleration of the overhead crane, and design details depend on the crane manufacturer.
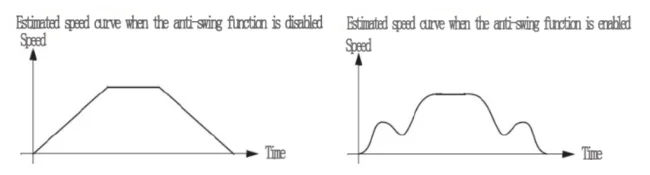
Electrical anti-swing
During running of the overhead crane, due to the flexibility of the steel wire rope, the lifting appliance will inevitably wing when the crane and the trolley stop due to flexibility of the steel wire rope. Experienced operators will judge the direction of swinging in advance and adjust the speed of the crane and trolley appropriately to reduce the swinging of the clamp, but the swinging cannot be completely avoided.
The Huichuang anti-swing control system is integrated inside the inverter and is easy to be debugged. It can eliminate more than 95% of swing and ensures that the swing amplitude is less than 30mm within 2 swing cycles. The Huichuan anti-swing system is controlled by an electronic switch, and it has no need to add a swing angle detection device. The inverter calculates and adjusts the output speed and acceleration of the inverter in real time according to the output speed and acceleration, anti-swing pendulum length, as well as the anti-swing mathematical model to achieve the purpose of anti-swing. The actual output speed curve of the inverter is as follows.
The system monitors the status of key devices such as electrical equipment, safety door, clamp and other devices of the overhead crane, receives information from these devices, comprehensively controls the operation of the devices, monitors the status of the devices, understands the running status of the devices through monitoring parameters, and assists operators in device failure judgment, thus ensuring safe production, avoiding unnecessary shutdown, reducing unnecessary spare parts, improving maintenance efficiency and shortening shutdown time.

The unmanned overhead crane monitoring system is an important part of the intelligent storage system. The monitoring system focuses on the monitoring of operation of overhead crane, incoming and outgoing steel coils, incoming and outgoing personnel and vehicles in the warehouse area according to the actual situation of the warehouse area. According to the warehouse area planning, the camera positions will be arranged according to the stacking area where steel coils are placed and the operating area of the overhead crane. As the focus of monitoring, the operation of the overhead crane, the lifting of steel coils by the lifting appliance, and the walking beam area are designed according to the system of the project. The monitoring scheme can be mainly divided into: the video monitoring part for ground warehouse status and the video monitoring part for overhead crane devices.

According to the information of different types of vehicles, the vehicle identification system correctly calculates the coordinates of coil loading and unloading positions and sends them to the warehouse management system. In addition, the operators also can select the coil loading and unloading positions through the system.
1) With laser scanner, the vehicle identification system can correctly calculate and transfer the coordinates of coil loading and unloading positions of different types of vehicles.
2) It ensures the coordinate error of the coil loading and unloading positions during scanning is within +/-25mm (scanning height is 15 meters).
3) The scanning time is within 16 seconds (the timing starts after the driver presses the confirmation button).
4) The scanning mode is that one vehicle is scanned at one time.
The position and center of the slab at the discharging position of the continuous casting line are scanned in real time by a 3D laser scanning device installed under the trolley span structure (or installed in the middle of the span structure slightly close to the position where the normal slab comes out).
For slabs produced by the continuous casting machine in later period, after coming out of the continuous casting machine, they have a temperature of about 800℃ and are red. The radiation of laser measurement will affect the data. A radiation filtering device can be installed to filter the radiation so that the accuracy can meet the needs. In order to ensure the accuracy of measurement, a fan installed at the position of roller table can be used to forcibly carry out air cooling, so that the light can be fed back smoothly. During measurement, it should be able to detect the length, width, thickness and position of the slab, the corresponding lifting appliance should be selected to carry out corresponding operations according to relevant data.











.jpg)
