
HENAN DIMA CRANE CO., LTD.

(1).jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
(1).jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
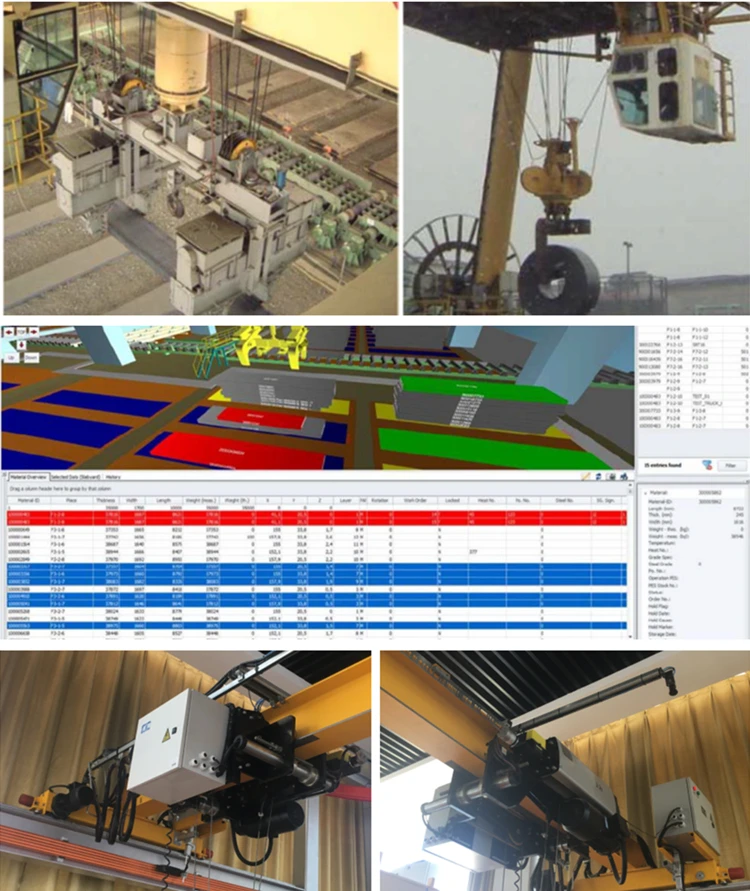
This is 2T double girder mobile gantry crane with Smart Anti-swing device & Intelligent Smart control system.
The overall design of crane adopts the design concept of Crane Technology System (CTS). We put safety, reliability and stable operation in the first place in design and manufacture, and use mature and reliable technology with operation experience for design and manufacture.
.png) Mobile: +86 18037279129
Mobile: +86 18037279129
.png) Email: info@dimacrane.com
Email: info@dimacrane.com

The overall design of crane adopts the design concept of Crane Technology System (CTS). We put safety, reliability and stable operation in the first place in design and manufacture, and use mature and reliable technology with operation experience for design and manufacture.
1) Through the perfect combination of CTS system and mechanical design, the edge fuzzy control technology is achieved in terms of acceleration and anti-swing control of equipment, and the operation is stable.
2) Subject to European FEM standard and IEC related technical requirements;
3) The arithmetic speed of the selected PFC can reach nanosecond level;
4) Inching and creeping control of the operating mechanism can be achieved. The inching control precision can reach l-3mm, and the acceleration of creeping can be controlled below 0.015m/s2.

The control and automatic operation of Internet of Things equipment requires unified scheduling and operation through intelligent equipment, automation technology, information integration, digital modularization, production visualization and other technologies.
1) Integration
management of the upper layer, is highly integrated with the implementation of transporting and lifting sensing data, and connects the mutually independent information systems, thus forming a complete, safe, reliable, energy-saving and efficient overall solution for space operation.
2)Digitization
With the help of a network platform covering the whole plant, production data can be acquired in real time, running conditions of overhead crane can be learned rapidly, seamless coordination between production procedures and the information system can be realized, and the capability of management personnel to sense and detect the production site can be improved;
3) Scientific systems and procedures
The big data technology is used to store and analyze CTS data in a centralized way, so as to assist the equipment management layer to find problems, analyze problems and give early warning on risks in time, thus realizing scientific equipment management;
4) Safety
When the equipment is shut down due to unexpected power failure, it can stably and reliably lower the lifting appliance and the objects lifted through the DOWN-LOOPBACK function without impacting the equipment.
5)Reliability
The running speed control system uses our own patented technology and can make the running mechanism keep the rectilinear motion mode, thus avoiding the problems of wheel wear and track wear caused by snake shape motion of wheels and reducing the maintenance workload of the equipment.
6) Anti-collision and collision protection
Through the time and flight signal scanning carried out by the sensor at the lower part of the lifting appliance, the overhead crane can be reliably controlled to carry out effective braking when the distance between the overhead crane and objects at the same height is within 3m. When the braking distance fails, the CTS system can automatically slow down and shut down the crane to avoid secondary impact injury, thus effectively protecting the impacted object and peripheral equipment.
7) Lower energy consumption and higher efficiency
When the crane does not receive an action command, the PLC automatically controls the driving element to switch to a sleep state; when the crane receives an action command, it will switch to the running state immediately.

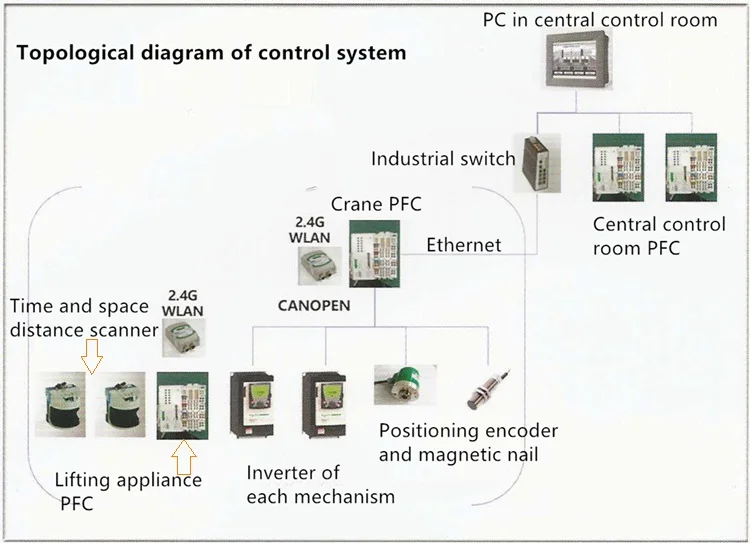
The electrical system of this crane is composed of "CTS + drive structure".
One or more PFCs are set on each crane. A wireless Ethernet module is used to transmit data between the main station and the substation.
The central control room of the whole automation plant is equipped with a special PC for the lifting system. The PC monitors the operation and fault state of cranes in the whole workshop, and enables the graphic display of operation status, fault display, alarms, etc.
Meanwhile, a PFC is set in the central control room to complete data exchange between industrial control computer and crane, as well as monitoring and archiving of industrial control computer and crane. PFC master stations on all cranes are connected to industrial switches in the central control room through optical fibers.


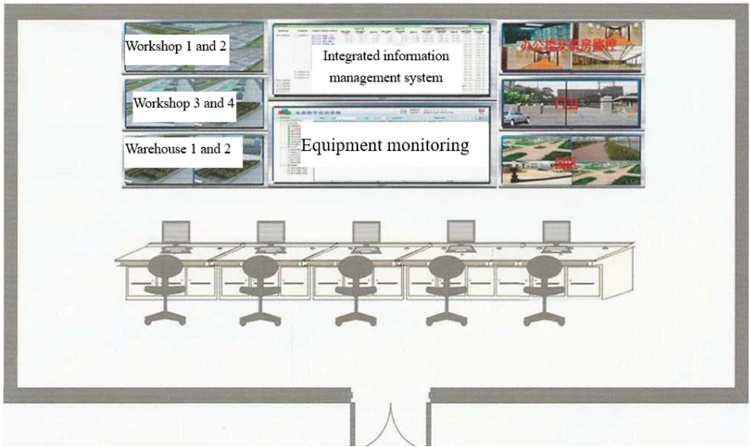
The overhead crane system collects data of each bottom layer equipment by integrating relevant operation equipment signals, and the command center can monitor crane operation procedures and management decision-making procedures (e.g. operation efficiency, costs incurred, service level, etc.) in real time through electronic display board / large monitoring screen. The real-time monitoring picture can be displayed.

When finished products are put into warehouse, RFIDs of products are read in batches through acquisition devices, and data is timely and effectively transmitted to the WMS for recording. At the same time, the production progress of orders can be tracked and monitored at any time. During the distribution process, the RFID carried by the articles can be used for tracking during the whole process.
Information verification for incoming products: While reading the RFIDs of incoming products, the system can judge whether the products can be put into warehouse according to the status, and information read from RFID labels. The verification procedures include checking whether the storage task is generated, checking whether the information of incoming products is conforming, checking whether the storage location is correct, and so on.
In the system, the status information, written information (information of stored material), storage location, reading time, operators and other information corresponding to each RFID label can be queried and traced through the monitoring system.
Information verification for outgoing products: While reading the RFIDs of outgoing products, the system can judge whether the products can leave warehouse according to the information and status read from RFID labels. The system can automatically terminate the task to verify outgoing products, update storage information, and return handling results.



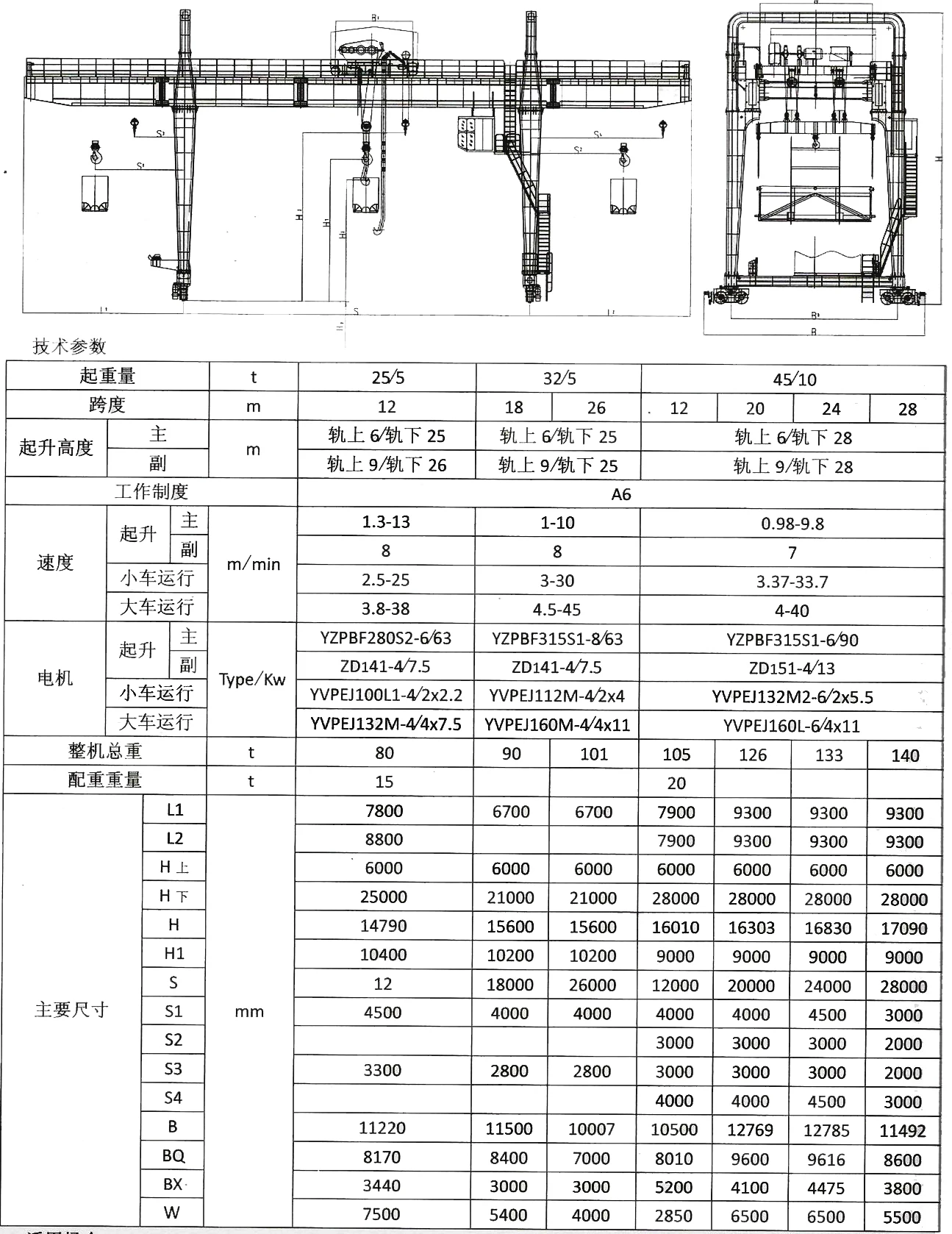
The parameters and drawings are for reference only. When you order or sign the contract, please inform your specific requirements (rated lifting capacity, lifting height, span, etc.)











.jpg)